News
DfMA without systemisation is just building in a shed

The case for Design for Manufacture and Assembly is well established. Better productivity. Improved quality. Safer working conditions. A structural answer to a workforce that is ageing faster than it is being replenished.
Add to that the workforce diversity opportunity — controlled manufacturing environments with consistent methods and transferable skills can attract and retain people the traditional site model never has. Women. People returning to work. Those for whom the physical demands or the culture of a conventional construction site has always been a barrier. DfMA, done properly, changes who can do this work, not just how it gets done.
The industry knows this. It has known it for years. And yet most projects that claim to be doing DfMA are doing something considerably less than that.
They're building components off-site and transporting them to site. Sometimes in pieces large enough that the logistics eat the savings. Sometimes across distances that make the economics difficult to defend. What they're not doing — in most cases — is the thing that makes DfMA actually work.
Without systemisation and standardisation, DfMA is just building in a shed. Manufacturing requires repeatability to be efficient. Repeatability requires a decision — made early and held — about what you're going to stop designing from scratch.
I've spent over twenty years navigating DfMA across defence, oil and gas, resources, and public infrastructure. What follows isn't theory. It's what the projects actually taught me.
2001 — Where it started
My DfMA journey started not in a factory or a design office, but at the bottom of a problem nobody had a conventional answer to.
BHP Coated Products at Acacia Ridge needed a 10-metre deep looping pit constructed adjacent to an existing operating line. The internal dimension was approximately 2 metres square, in weathered sandstone. The constraints were significant — safety, proximity to live operations, and a space that ruled out conventional excavation methodology.
The solution came from the Site Manager, not from me. A drill rig worked the excavation Swiss cheese style. Multiple bespoke precast concrete boxes — manufactured off-site in three sections — were stacked into the void. It was executed flawlessly.
I didn't come up with the answer. But I understood enough to recognise it as the right one, and to back the person who did. That distinction matters more than most people acknowledge.
The first lesson of DfMA isn't technical. It's about being open to solutions that don't look like the ones you already know.
Blackwater — what goes wrong when the conditions aren't right
Transportable prep plant offices at BMA Blackwater gave me a look inside what happens when the conditions for DfMA aren't established properly — from design, through manufacturing, through to delivery on site.
The bespoke nature of the project's requirements created compounding problems. Scope that wasn't clear enough. A subcontractor whose capability hadn't been properly assessed. Insufficient oversight in the factory. And the inevitable consequence: everything unresolved got kicked down the line to site, because the programme required it to be there — right, wrong, or indifferent.
That project taught me the importance of clarity in scoping the package, the need to genuinely assess subcontractor capability before committing, and the non-negotiable requirement for oversight in the factory. Problems don't get smaller when they travel. They get more expensive.
Howard Springs — where the lessons were applied
By 2011 those experiences had shaped how I approached a very different challenge: a 3,500-person construction village at Howard Springs.
The methodology was deliberate. Find one repeatable element. Resolve it completely — scope, design, compliance, product selection, manufacturing requirements, logistics, and quality expectations — before anything went to a manufacturer. Get it right. Then repeat it.
Manufacturing in that model has one job: refinement and improvement to extract efficiencies. Not problem solving. The moment manufacturing is being asked to solve problems, you've already lost the value proposition. The problems should have been resolved before the first component was ever made.
The team assembled to hold the standard was as important as the standard itself. Clear rules of engagement. Clear accountability. People who understood their job was to hold the manufacturer to what had been agreed — on compliance, on quality, on schedule — not find reasons to accept something that fell short.
There was internal and external pressure to use a Thai manufacturer. They were easier to deal with and agreed to most requirements. But agreeing to requirements and being able to execute them are different things. I had been down that path before.
The Chinese manufacturer we selected was harder. The relationship required more work. But they could deliver to the standard required. Both parties held each other accountable. The project exceeded its most critical expectations.
Moving construction to manufacturing does not automatically improve safety or quality. The standard you agreed in the factory is only as good as your ability to hold it there.

Oil and gas — the cost of skipping procurement discipline
Fresh from Howard Springs, I was put onto a DfMA project for another oil and gas client — permanent employee villages and gas processing facility control rooms. The subcontract had already been let to a Sydney manufacturer. Design was underway. Manufacturing had already commenced to meet programme pressure.
When I inspected the facility, I was floored. Not just by the quality of what was being produced, but by the fact that work had commenced at all — with design far from complete, unendorsed by the client, unapproved. Decisions were needed. Proceed and deal with the issues later.
I had been here before. It didn't end well.
What became clear quickly was that the manufacturer was trying to work around us and go directly to our client. Manufacturing meant progress. Progress meant money and cash flow. But everything produced was non-compliant. It would need to be scrapped.
Some homework revealed the manufacturer had not performed on a previous project. Final payments had been withheld due to defects. That information existed. It simply hadn't been sought. No reference checks. No genuine capability due diligence. A contract awarded to a manufacturer who should never have been shortlisted.
Prequalification isn't bureaucracy. It's the work that determines whether everything downstream succeeds or fails. Skip it and you don't save time. You borrow it from the project at a much higher rate.
Commonwealth Games Village — the lessons inside an unsuccessful bid
As part of a consortium bidding for the 2018 Commonwealth Games village on the Gold Coast, we proposed that 50% of the required rooms be delivered via temporary accommodation buildings — thirteen nine-storey structures, purpose-built for the Games and designed to be repurposed as student accommodation afterwards.
It was a strong solution technically. It met the Commonwealth Games brief for a two-week event and managed the development risk our partners were unwilling to carry through a conventional build. It wasn't successful — politically, the barriers were significant.
But the process taught me things that stayed. The challenges of fire separation and acoustics in vertical modular construction. The logistical complexity between manufacturer and site at that scale. And the problem that almost nobody in DfMA talks about honestly: the cost of false delivery dates.
Manufacturers run on programme. If the site falls behind — weather, sequencing, any number of reasons — and the factory is on schedule, the product has to go somewhere. Typically, factories don't have storage capacity. So either a laydown on site or off-site is required. That means double handling. Risk of damage. Additional cost. And someone has to pay for it.
It is one of the most consistently poorly considered issues in DfMA delivery. The interface between manufacturing programme and site programme is not a detail. It's a critical risk that belongs in the delivery strategy from the start.
AIR5428 — the flightline shelter
Western Australia. A 60-year-old flightline shelter on an active RAAF base. The scope said refurbish. Restore the coatings. Upgrade the structure to current standards.
Simple enough on paper. But the shelter sat in the middle of an operational airfield. Active taxiways on all sides. It wasn't just old — it wasn't fit for purpose for the aircraft it was being asked to protect. Higher maintenance cycles. Higher whole-of-life costs. A construction methodology that would have meant repeated disruption to RAAF operations, with all the safety risk that comes from working live on a flightline.
I sat with the team and asked a different question. Not how do we refurbish this. But what outcome does the client actually need?
There was no condition on cost at that stage. That mattered. It meant we could think clearly. When you lay out the disruption of a drawn-out refurbishment, the ongoing whole-of-life costs, and the risk profile of the existing structure, the numbers start telling their own story.
We went back to the client with options and a recommendation. A new shelter. Purpose-built for the design aircraft. Flexible enough to accommodate visiting aircraft. A fit-for-purpose solution from day one.
But the shelter was what we built. How we built it was the real problem to solve.
The answer came from the same place it usually does. Decades of site management experience in one corner of the room. A young structural engineer in the other. Between them, they worked out something worth doing.
Manufacture the shelters complete — roofing, electrical, everything — off-site on an adjacent non-airside laydown area. Build them in sections. Close the existing shelters for a week at a time to construct new foundations, matching existing column layouts where possible. While that was happening, the new shelters were already taking shape next door.
Then, on a Saturday morning when the airfield was closed, SPMTs rolled onto the flightline. Self-propelled modular transporters lifted and removed the old shelters within hours. The same machines, the same day, moved the new shelters from the laydown area straight into position.
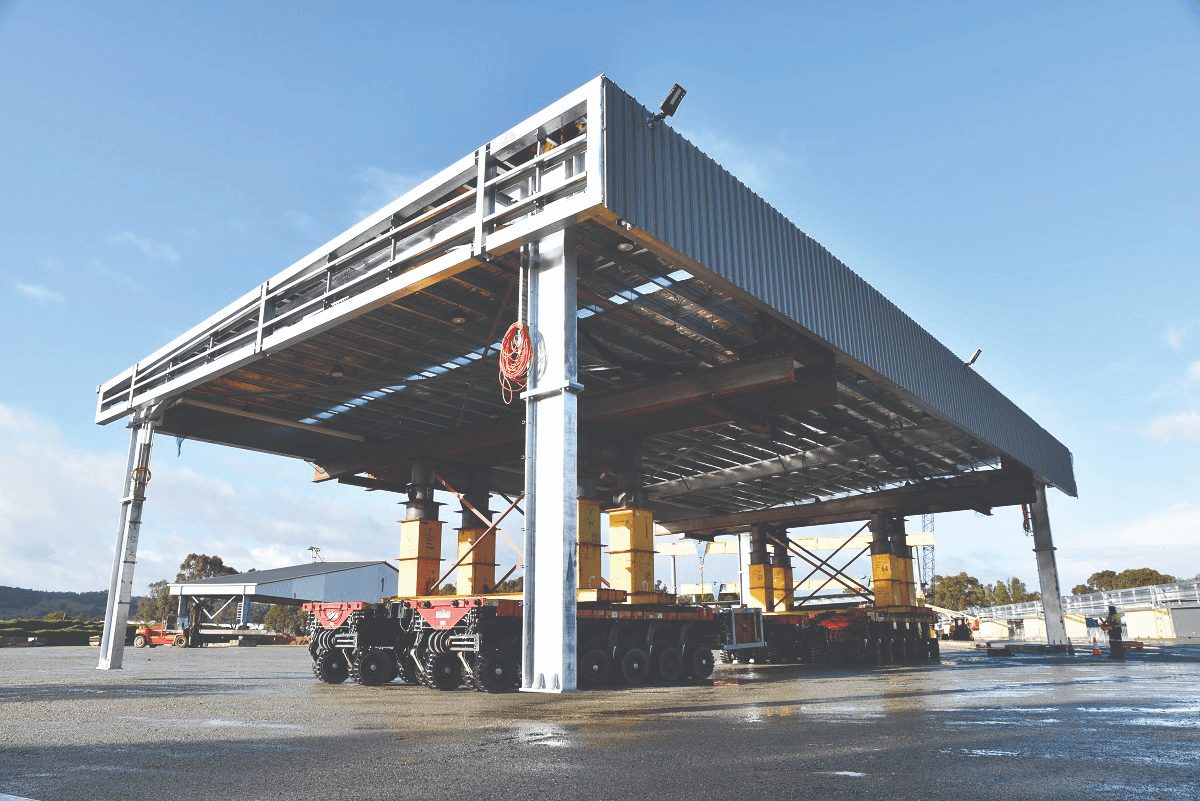
Monday morning. Aircraft back in shelter. Operational.
Minimal airfield downtime. No safety incidents. A solution that served the RAAF short-term and long-term. The refurbishment scope would have delivered compliance. The team delivered something better.
Experience knew what was possible on a live airfield. Youth knew how to engineer it. I made sure they were in the same room, pointed at the same problem. That's usually where the best answers are. Just outside the scope of the question.
Springfield Park and Ride — when DfMA becomes the answer before the question is asked
The Springfield Park and Ride carpark was designed largely around DfMA using precast elements. The philosophy was sound. The execution exposed a problem that runs through the industry.
Nobody had properly considered the site logistics. Specifically, craneage. The conforming design required the double helix ramp to be left out to enable a tower crane to lift large precast beam elements from the back of the site. That meant constructing the carpark bottom to top, then working forward out of the site. A design intended to accelerate construction added months to the programme and considerable cost.
Our solution was a hybrid — insitu columns and beams with hollowcore planks. It reduced the programme by the months the previous design had added. We were successful in making the case.
Then the precast market intervened. The manufacturer didn't have the capacity to produce hollowcore for the project. The project was forced back to a fully insitu solution — not because the hybrid approach was wrong, but because constraints that should have been identified early hadn't been considered by the designers, or ultimately by us as the contractor.
DfMA selected as the answer before the question — site logistics, supply chain capacity, market constraints — had been properly asked. It's a pattern worth naming, because it's more common than the industry admits.

What it actually takes
A capital program can be built around DfMA as a genuine delivery strategy. At program scale, design resolution happens once and repeats. Manufacturing efficiencies compound. Site crews develop real competency. The wheel gets designed once. Then built. Then built again.
And when it's done properly, the workforce benefits compound too. Consistent methods. Controlled environments. Skills that transfer across the program. A model that can accommodate a genuinely broader workforce — one that includes people the traditional construction site has always struggled to attract, integrate, and retain.
But all of it requires a client who qualifies the supply chain before committing to a standard. Who develops design to the resolution manufacture actually requires. Who understands that the interface between manufacturing programme and site programme is a risk, not an administrative detail. Who resists the project-by-project tendency to let each team start fresh.
Commercial tension is not the enemy of standardisation. Sole-source dependency is. The goal is a standard that multiple capable suppliers can meet — held consistently across the life of a program.
The gains are there. The path to them is specific. And it starts with a client willing to stop paying to reinvent the wheel.
bryr. works with owners and government clients developing capital programs where DfMA is a genuine delivery strategy. If you're building toward that conversation, we'd like to be part of it.
Brad Eathorne — Co-Founder & Director, bryr.


